| |
||||||||||||||||||||||||||||||||||||||||||||
4.3. Днища 4.3.1. Отклонение внутреннего
(наружного) диаметра в цилиндрической части отбортованных днищ и полусферического
днища допускается не более +-1% номинального диаметра. Относительная
овальность допускается не более 1%, если не установлено более жестких
требований. 4.3.2. Днища, изготовленные из коррозионностойкой стали аустенитного класса методом горячей штамповки
или горячего флажирования, а также днища, прошедшие
термообработку или горячую правку, следует очищать от окалины, если это
требование предусмотрено технической документацией. Пассивирование рабочей
поверхности днищ производится по требованию технической документации. 4.3.3. Готовое днище,
являющееся товарной продукцией, подлежат# маркировке, включающей: товарный знак или наименование
организации-изготовителя; номер днища по системе
нумерации организации-изготовителя; марку материала; обозначение; клеймо технического контроля. Маркировка наносится
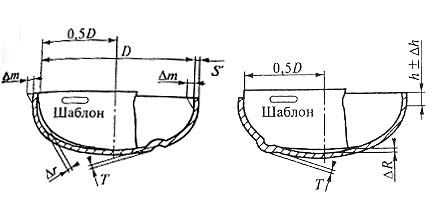
в соответствии с требованиями п.8.1.4. на наружной выпуклой поверхности днища. Днища эллиптические 4.3.4. Отклонения размеров
и формы днищ (рисунок 6) не должны превышать значений, указанных в таблицах
6, 7, 8.
Таблица 6 Допуски высоты цилиндрической
части и высоты выпуклости (вогнутости) на
эллипсоидной части днища
4.3.5. Высота отдельной
вогнутости или выпуклости Т на эллипсоидной части днища, изготавливаемого
на фланжировочном прессе, допускается до 6
мм. 4.3.6. На цилиндрической
части днища не допускаются гофры высотой более 2 мм. 4.3.7. Высота эллипсоидной
части днища обеспечивается оснасткой. 4.3.8. Для днищ, изготовляемых
штамповкой, допускается утонение в зоне отбортовки до 15% исходной толщины заготовки. Таблица 7 Допуск наклона цилиндрической
части
4.3.9. Контроль формы
готового днища следует производить шаблоном длиной 0,5 внутреннего диаметра
днища. Высота цилиндрической части измеряется приложением линейки. Таблица 8 Допуск формы эллипсоидной
поверхности
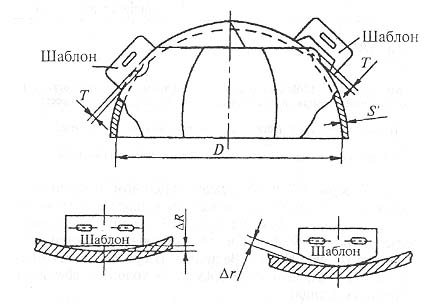
Рис.7. Отклонение формы полусферического днища Днища полусферические 4.3.10. Высота отдельной
вогнутости или выпуклости Т (рисунок 7, а) на поверхности днищ должна
быть не более 4 мм. 4.3.11. Зазоры Дельта_R и Дельта_r между шаблоном и сферической поверхностью
днища из лепестков и шарового сегмента (рисунок 7, б, в) должны быть
не более +-5 мм при внутреннем диаметре днища до 5000 мм и +-8 мм при
внутреннем диаметре днища более 5000 мм. Величина зазора Дельта_r может
быть увеличена в 2 раза, если S(1) >= 0,8S (S - толщина обечайки,
S(1) - толщина днища). 4.3.12. Зазор Дельта_R и Дельта_r между шаблоном и сферической поверхностью
штампованного днища должен быть не более значений, указанных в таблице
8. 4.3.13. Контроль формы
готового днища производится шаблоном длиной не менее 1/6 внутреннего
диаметра днища. Конические днища (переходы) 4.3.14. У конических
днищ (переходов) продольные и кольцевые швы смежных поясов могут располагаться непараллельно образующей и
основанию конуса. При этом должны выполняться установленные проектом
требования. 4.3.15. Утонение толщины
стенки отбортовки конических днищ (переходов),
изготовляемых штамповкой, должно соответствовать требованию п.4.3.8. 4.3.16. Отклонения высоты
цилиндрической части днища допускаются не более +10 мм и -5 мм. Днища плоские 4.3.17. Отклонение от
плоскостности для плоских днищ не должно превышать требований по отклонению
от плоскостности на стальной лист. 4.3.18. Отклонение от
плоскостности для плоских днищ, работающих под давлением, после приварки
их к обечайке не должно превышать 0,01 внутреннего диаметра сосуда, но
не более 20 мм при условии, что в технической документации не указаны
более жесткие требования. |
||||||||||||||||||||||||||||||||||||||||||||