| |
||||||||||||||
2.3. Днища, крышки, переходы 2.3.1. В сосудах применяются
днища: эллиптические, полусферические, торосферические, сферические неотбортованные, конические отбортованные,
конические неотбортованные, плоские отбортованные,
плоские неотбортованные, плоские, присоединяемые
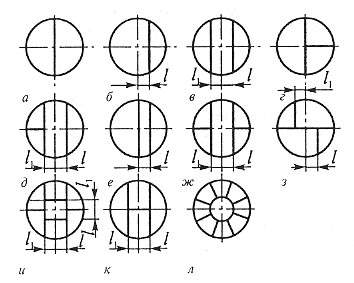
на болтах. 2.3.2. Заготовки выпуклых
днищ допускается изготавливать сварными из частей с расположением сварных
швов согласно указанным на рисунке 1. Расстояния l и l_1 от оси заготовки эллиптических
и торосферических днищ до центра сварного шва
должны быть не более 1/5 внутреннего диаметра днища.
При изготовлении заготовок
с расположением сварных швов согласно рис.1-л количество частей не регламентируется. 2.3.3. Выпуклые днища
допускается изготавливать из штампованных лепестков и шарового сегмента.
Количество частей не регламентируется. Если по центру днища
устанавливается штуцер, то шаровой сегмент допускается не изготавливать. 2.3.4. Круговые швы выпуклых
днищ, изготовленных из штампованных лепестков и шарового сегмента или
заготовок с расположением сварных швов согласно рисунку 1-л, следует
располагать от центра днища на расстоянии по проекции не более 1/3 внутреннего
диаметра днища. Для полусферических днищ расположение круговых швов не
регламентируется. Наименьшее расстояние
между меридиональными швами в месте их примыкания к шаровому сегменту
или штуцеру, установленному по центру днища вместо шарового сегмента,
а также между меридиональными швами и швом на шаровом сегменте должно
быть более трехкратной толщины днища, но не
менее 100 мм по осям швов. 2.3.5. Основные размеры
эллиптических днищ определяются в соответствии с требованиями государственных
стандартов. Допускаются другие размеры эллиптических днищ при условии,
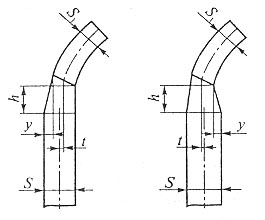
что высота выпуклой части не менее 0,25 внутреннего диаметра днища. 2.3.6. Полусферические
составные днища (рисунок 2) допускается применять в сосудах с толщиной
обечайки не менее 40 мм при выполнении следующих условий: нейтральные оси полушаровой части днища и переходной части
обечайки корпуса должны совпадать; совпадение осей обеспечивается соблюдением
размеров, указанных в технической документации; смещение t нейтральных осей полушаровой части днища и переходной части
обечайки корпуса не должно превышать 0,5(S - S_1), где S - толщина обечайки,
S_1 - толщина днища; высота h переходной части обечайки корпуса должна
быть не менее 3y, где y - расстояние от края
днища до края обечайки.
2.3.7. Сферические неотбортованные днища допускается применять
в сосудах 5а и 5б групп, за исключением работающих под вакуумом. Сферические неотбортованные днища в сосудах 1, 2, 3,
4-й групп и в сосудах, работающих под вакуумом, допускается применять
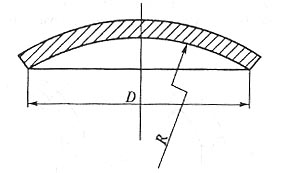
только в качестве элемента фланцевых крышек. Сферические неотбортованные днища (рисунок 3) следует: изготавливать с радиусом
сферы R не менее 0,8D и не более D (D - внутренний диаметр днища); приваривать сварным швом
со сплошным проваром. 2.3.8. Торосферические днища применяются, если: высота выпуклой части,
измеренная по внутренней поверхности, не менее 0,2 внутреннего диаметра
днища; внутренний радиус отбортовки не менее 0,095 внутреннего диаметра
днища; внутренний радиус кривизны
центральной части не более внутреннего диаметра
днища.
2.3.9. Основные размеры
конических отбортованных днищ определяют в соответствии с требованиями
государственных стандартов. 2.3.10. Основные размеры
конических неотбортованных днищ, предназначенных
для сосудов 5а и 5б групп, за исключением работающих под наружным давлением
или вакуумом, определяют в соответствии с требованиями государственных
стандартов и указывают в проекте. Конические неотбортованные днища или переходы допускается
применять: а) для сосудов 1, 2,
3, 4-й групп, если центральный угол при вершине конуса не более 45А; б) для сосудов, работающих
под наружным давлением или вакуумом, если центральный угол при вершине
конуса не более 60А. Части выпуклых днищ в
сочетании с коническими днищами или переходами применяются без ограничения
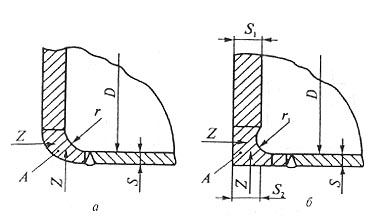
угла при вершине конуса. 2.3.11. Плоские днища
(рисунок 4), применяемые в сосудах 1, 2, 3, 4-й групп, следует изготавливать
из поковок.
При этом: расстояние от начала
закругления до оси сварного шва не менее кв.корень (D x S),
где D - внутренний диаметр обечайки, S - толщина обечайки; радиус закругления r >= 2,5S (рисунок 4, а); радиус кольцевой выточки
r_1 >= 0,25S, но не менее 8 мм (рис. 4, б); наименьшая толщина днища
(рисунок 4, б) в месте кольцевой выточки S_2 >= 0,8S_1, но не менее
толщины обечайки S, где S_1 - толщина днища; зона А контролируется
в направлении Z согласно требованиям п.3.4.5. Допускается изготовление
плоского днища из листа, если отбортовка выполняется штамповкой или обкаткой
кромки листа с изгибом на 90А. 2.3.12. Основные размеры
плоских днищ, предназначенных для сосудов 5а и 5б групп, выбирают в соответствии
с требованиями государственных стандартов. 2.3.13. Длина цилиндрического
борта l (l - расстояние от начала закругления отбортованного
элемента до окончательно обработанной кромки) в зависимости от толщины
стенки S (рисунок 5) для отбортованных и переходных элементов сосудов,
за исключением штуцеров, компенсаторов и выпуклых днищ, принимается не менее указанной в таблице 2. Радиус отбортовки R >= 2,5S. Таблица 2 Длина цилиндрического
борта
|
||||||||||||||